 It’s not often that I get a reply to my blog that is worthy of its own post but when I do, I am sure to share it. Eddie Weiser’s response to my blog Let’s Talk About Smart Destructive Testing Plans! provides critical data relevant to today’s geomembrane welding and the impacts this welding can have on long-term quality.
It’s not often that I get a reply to my blog that is worthy of its own post but when I do, I am sure to share it. Eddie Weiser’s response to my blog Let’s Talk About Smart Destructive Testing Plans! provides critical data relevant to today’s geomembrane welding and the impacts this welding can have on long-term quality.
From detailing the concept of a welding window, or “Magic Triangle” as he calls it, to discussing the proven advantages of data recording as seen in the European industry, Eddie provides valuable information and informative illustrations while answering many of the same questions I have not yet had time to address.
I encourage you to read through Eddie’s response as well as the Muller and Wohlecke report he references.
Reader Response
Eddie Weiser
Leister Technologies
As always, I do enjoy your articles. I do believe that we are both concerned that the industry needs a shake up and hopefully it will happen before it’s too late. The alternative is scary to think about. I know I don’t want my kids growing up in a polluted world.
As usual I have my own spin on things which I would like to share with you.
Smart welding technology, that you touch upon, can help us in more ways than are commonly acknowledged. First, you quite rightly mention that all plastic welding is a combination of the three parameters:
- Heat
- Speed / Time
- Pressure
But it’s not enough to just know that.
Each material has a welding window. These can and should be predefined by seam interface combination: S/S, T/T, or S/T.
The welding window can be illustrated in the following diagram to help us understand different materials.
 As you can see the welding window is quite large and it’s not enough to just find ourselves somewhere in the welding window. We need to aim for the “sweet spot” inside the welding window
As you can see the welding window is quite large and it’s not enough to just find ourselves somewhere in the welding window. We need to aim for the “sweet spot” inside the welding window
Why do we need to find the sweet spot?
Everyone has seen a virgin piece of HDPE being put through a shear test in a tensiometer. Normally the sample will display signs of necking as shown in the following picture (Photo 1).

Photo 1
This stretching or elongation is a quality in the material that we want and need to ensure for a long-term containment. But when we test welded samples in a peel test on the tensiometer, how often do we still see the necking as above?
What we commonly and more often see is a clean break outside of the weld, such as in the picture below (Photo 2).

Photo 2
Technically this welded sample passed the requirements as we know them, but we don’t see any necking any more.
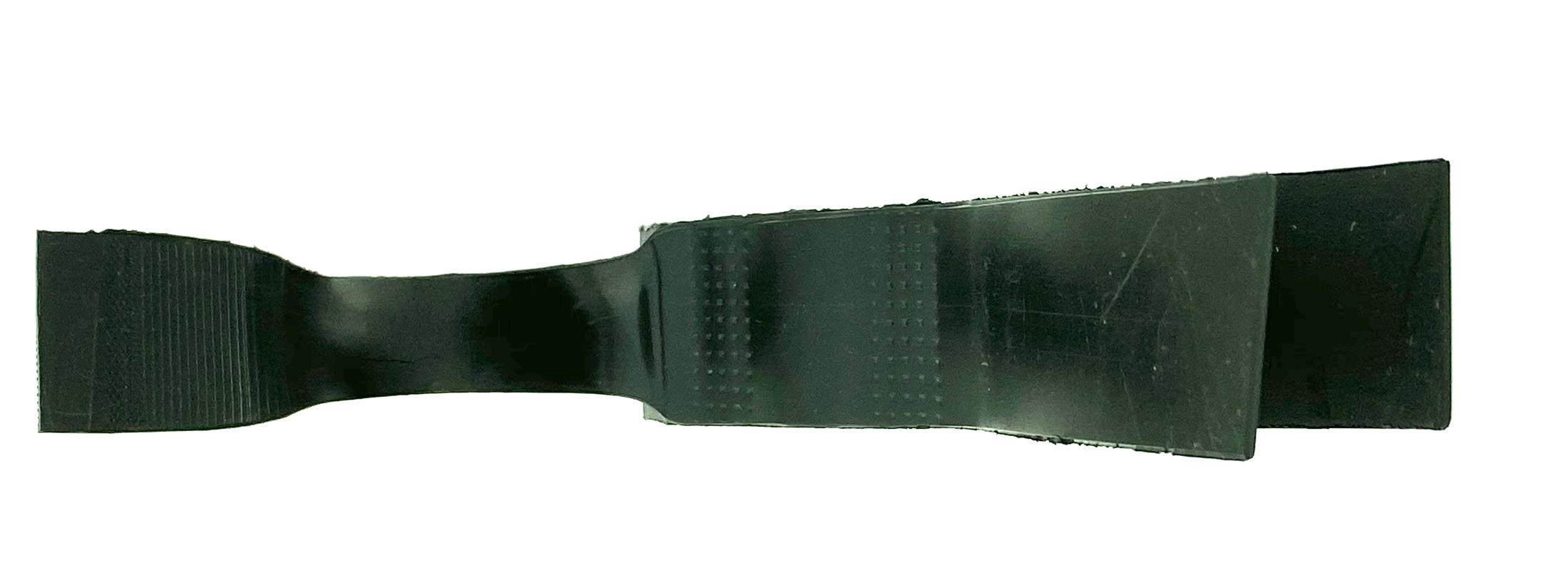
Wouldn’t it be better if we could pass the requirements and still maintain this desirable feature of the material being able to stretch and still maintain its ability to contain? Wouldn’t we prefer to see a result like in the following picture (Photo 3)?
This sample also passed the standard requirements. But we also see that the membrane has retained the ability to stretch and not break.

Photo 3
Both welds in Photo 2 and 3 are made within our welding window. But the welding in Photo 3 was inside the sweet spot. This enables the membrane to keep some very important characteristics, such as the ability to stretch.
And this is where I see the big advantage for data acquisition / recording. European experiences with this technology have proven that it can lead to huge improvements in quality of welding. There have even been recognized studies to show that zero leaks are possible and not just a pipe dream.
One of the biggest problems that the industry faces is that the Installer is faced by the fact the faster the material is installed, the quicker they can move on to the next job. This results in a drive for productivity over quality. Basically, the faster Installers installs, the more money can be made. This leads to measures that in turn are not beneficial to the welding process.
Once we know the welding windows, of our materials to be welded, why wouldn’t it be important to ensure that Installers are sticking to these parameters?
Can anyone give a good reason why we aren’t following this idea?
A common problem is to weld at the maximum temperature that the machine allows. For 30 years machines were producing temperatures up to 790°F. and this was by DVS (German Welding Society) standards considered more than enough. I have never seen any guidelines for maximum temperature or speed for welding within the ASTM norms.
In the Americas foreign machines were constantly passed over because the machines did not match the high temperature range of local machines which go up to 860°F. In response to this, they also raised the maximum temperature of their welding machines. But this in turn leads welders to think that these high temperatures are good to weld all materials with.
In many parts of the world it is common to see machines set at such high temperatures, but this results in degradation of the physical characteristics within the Plastics that are welded. A good example is Photo 2 where we see the weld still passed the standard requirements, but some important characteristics have been lost. Most commonly we see welds that have been made with too much heat snap/break just outside of the weld instead of necking or stretching. In worst case scenarios we hear that 3-8 years later the welds are breaking just outside the welded zone, leaving the membrane unable to carry out its primary role of containment. I do get these questions asked by people wondering if there was a problem with the machine, only to find out the machine is not the issue. The issue is the welds were welded with the highest possible temperature and outside the material sweet spot.
The pressure setting is also critical in obtaining weld quality. Not enough pressure and there is no bonding or proper fusion of the materials. Too much force means that the plasticized material is squeezed away only to create what we call a cold weld which produces a weld which is then also outside of our so-called sweet spot.
Voltage fluctuation and cable quality is also a major cause of problems when it comes to ensuring good welds, which require a stable temperature of the welding equipment.
By having a system that keeps tabs on the ideal welding parameters, we would be a huge step closer to ensuring the conditions are right for good welding to take place. Such industry protocols and systems can also be setup to include the following: minimum and maximum tolerances for the three critical parameters, constant voltage display, tolerance limits, calibration standards and Closed loop control systems.
All of this then sets the stage for the “Smart Destructive Testing” which can then be implemented along with the recorded data to establish when and where testing should be carried out. It would then be a lot easier for an inspector to determine from the recorded data where potential problems may be found.
I realize that this goes a little off track from your Blog but I do believe that the two issues are related and actually go hand in hand. Used properly, I think it could be the basis for laying the foundation as to how welding and destructive testing could be carried out in the future.
It is common in other countries for the inspector to examine the welding data to decide where the destructive tests will be taken from.
I am firmly of the belief that our aim should be to improve the welding quality. We all know the expression the chain is only as good as the weakest link. Now the weakest link is the welding.
The technology is available to help us improve our welding why aren’t we taking full advantage of it?
In the states, if you try and get welding data for the 3 parameters for past projects you may find reliable data for temperatures but that would be about it and I doubt you would get data for each weld and certainly not for specific parts of the weld.
But in Germany they can produce this data for each weld where this technology has been specified.
Other Industries such as aeronautical, Automobile or Pharmacy have shown us that through reliable documentation we can learn a lot about what we have done in the past and what we can improve for the future. I believe we can learn from such examples.
Leak Location then becomes a good back up and control mechanism to ensure that all remains as it should.
These are topics that are long overdue, but they need to be implemented at a National or International level.
Another issue that compounds the problem is the lack of properly trained welding technicians, or to be more blunt, people that don’t really understand enough about what they are doing. Welder training is another issue that needs to be addressed but that’s another topic.